
< Back to Articles
< Care and Cleaning of Gut Strings
Making Gut Strings
By Daniel Larson
For thousands of years, the choices of musical string materials were few. Usually it was limited to some indigenous material that was either suitable or adapted to the task. If you lived in the East the logical choice would be silk where the fibers were processed, twisted and braided into musical purity. Horse hair (or “animal silks”) would be used if you lived in Scandinavia. In the more tropical regions plant fibers would be twisted and spun into a cord for use as a musical string. The European West chose an equally unlikely material for use as strings — animal intestines.
No one knows exactly when gut was first used for musical strings. Legend has it that Hermes was the first string maker. When he came across the mountain-tortoise and had the inspiration to make the first lyre:
“For it was Hermes who first made the tortoise a singer […] he took up the tortoise in both hands and went back into the house carrying his charming toy. Then he cut off its limbs and scooped out the marrow of the mountain-tortoise with a scoop of grey iron. As a swift thought darts through the heart of a man when thronging cares haunt him, or as bright glances flash from the eye, so glorious Hermes planned both thought and deed at once. He cut stalks of reed to measure and fixed them, fastening their ends across the back and through the shell of the tortoise, and then stretched ox hide all over it by his skill. Also he put in the horns and fitted a cross-piece upon the two of them, and stretched seven strings of sheep-gut. But when he had made it he proved each string in turn with the key, as he held the lovely thing. At the touch of his hand it sounded marvellously; and, as he tried it, the god sang sweet random snatches, even as youths bandy taunts at festivals.”
Homeric Hymn 4 (To Hermes) - c. 650 BCE - Unattributed. Translated by H.G. Evelyn-White, Homeric Hymns, and Homerica, Harvard University Press/London, 1914
The first actual proof of the use of gut strings came in 1823 when Burton discovered some of the earliest extant musical instruments in the tombs of Thebes. These harps had gut strings that, according to his account, still made a tone after some 2,000 years in storage.
“Jubal, the other son of Adda and brother of Jabal, delighted in sounds, harmonies and their sweetness more than anything else. Moses (Genesis 4:21) calls him the father of singers. He first discovered the craft of music — the art of singing and making sounds — and brought forth citoles, vihuelas, harps, and many other instruments. At first he strung them with 'animal silks' [hair], until he discovered how to make strings from livestock [gut], which stretch tighter and better than animal silks, break less easily, and give a bigger voice and better tones. Thereafter those who came later strove further and developed silk strings, the 'flower' [finest-sounding] of voices and tones for gut-strung instruments.”
General Estoria - 1284 (General History - 1284) - Alfonso the Wise (edited by Antonio G. Solalinde). José Molina/Madrid, 1930
So, gut has been the traditional material for strings in the West for centuries, and still defines the standard of violin tone. The highest praise that can be lavished on one of the new, synthetic strings is that it sounds “as warm as a gut string.” But what exactly is a gut string?
Gut strings are made from the small intestines of sheep and cattle. The process can be broken down into four basic steps:
Slaughter and Recovery at the Abattoir
Dressing and Selection
String Processing and Twisting
Drying and Polishing
Wire Winding. (Optional Step)
Step One - The Abattoir
It all begins at the abattoir. The intestine is also known as a casing and is referred to in the trade as a “set.” The intestine must be pulled from the animal immediately after slaughter while the gut is still hot. This will insure that the blood vessels that run into the casing will be broken off close to the gut wall. To allow the organs to cool will risk having these veins break off as much as 1.5 inches away from the casing wall. This creates “whiskers” that lower the quality of the gut for musical string use. These whiskers are almost impossible to get rid of and will inhibit the quality of the string by introducing a contaminating agent in the muscular membrane. Whiskers also increase the likelihood of a false string because they change the otherwise regular linear mass of the gut.
To insure the best quality, the gut must be removed immediately, separated from the fat, stripped of manure and put into cold running water. The presence of fat will inhibit the bonding of the fibers during the drying process. Manure will cause stains in the set which are difficult to get rid of. The cold water will help preserve color and the strength of the casing. Once a group of five or so sets are stripped they are bunched and knotted in the center. This is known as handling the casing “on the double,” that is, at the center. Such an arrangement makes it easier to handle the thirty yards of length and eases the strain on the material. These bundles are put into large containers and await collection by the dresser.
Step Two - The Dresser
Traditionally the string makers were located very close to the slaughterhouses. Denis Diderot in his Encycloédie of 1865 mentions this fact and gives an illustration and explanation of the process (figure 1).
No doubt this was important in the past when shipping and storage methods were limited. It was easier to bring the live animals into the city center where they could be processed quickly with little spoilage. In earlier times the string maker would do most of the selection and dressing of the casings. Sometime, I believe in the early 1900s, some specialization took place and the task of selection was given over to the dresser. Today modern methods and technology allow supply and production to be separated by greater distances. Plastic and stainless steel containers allow the material to be stored for long periods without change of color or deterioration. Along with advances in preservation, highway and air shipping methods allow the abattoir, dresser, and string maker to be located anyplace on the globe.

When the casings arrive at the dresser from the abattoir they are soaked in cold water. This soaking may be for a few hours, overnight, or several days depending on the methods of the dresser. Soaking softens the submucosa membrane and prepares the set for crushing (figure 2). After the cold soak some dressers will provide a hot soak for an hour or so before machining.
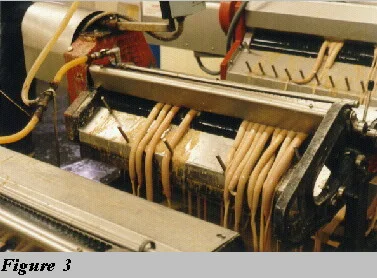
The next step is to remove all membranes except for the muscle fibers that will be used in making the strings. This is called stripping and crushing the casing. Traditionally stripping and crushing was done on wooden boards with a metal bladed scraper. This is hard work. The task is to strip off the outer serosa layer while at the same time crushing the inside mucosa membrane. When scrapped with enough vigor the mucosa will liquify and be squeezed down and out the casing tube. Fortunately, a machine has been developed to implement this task. It is known as the crusher/scraper (figure 3). The sets are sent through the crusher/scraper doubled at the middle. They go through a set of three rollers. The first two sets crush the mucosa membrane and squeeze the gut tube to push the liquified membrane down through the casing. The third set of rollers is a specialized set called the dethreader/finisher which squeezes the last of the mucosa out of the tube and separates the outside serosa membrane from the muscle layers. Serosa is known in the trade as “thread” because it resembles a long white thread. The casing leaves the scraper plant as a clean tube of muscle fiber twenty five to thirty yards long. It is now ready for sorting.
Sorting takes place on the sorting table. This is a stainless steel or rubber surface about waist high that has one or two water spigots set into it. First, the casing is checked for length. Then one end of the tube is filled with water to inflate a section of the tube about eight to twelve inches long. This inflated section is used to gauge or caliber of the casing. The gauging system has four ranges that separates the casings by outside diameter (table 1).
| Gauge | Diameter |
| Narrow | up to 18mm |
| Medium | 18mm - 22mm |
| Wide | 20mm - 24mm |
| Extra-Wide | 23mm + |
Table 1
Casing caliber is checked with a small rack that consists of six or seven slots of varying width (figure 4). The first slot is 18mm wide, the next is 20mm, then 22mm, and 24mm. The last two or three slots are not used for sheep but reserved for hog and beef casings. Workers will test the inflated tube in the various slots until the most comfortable caliber is established. Then the water in the filled section will be run down the length and the caliber checked again at several points. As the water is moved through the tube it is also checked for holes. Small pin holes are to be expected. These are where the blood vessels entered the tube. Slightly larger holes can be left in the length. Large holes mark spots where the casing is cut. At the same time the casing is being checked for color and general condition. Quality can vary with breed and age of the animal, diet, elapsed time since slaughter, weather conditions and handling. Great judgement is required to take all of these factors into consideration when selecting the best use for a casing. These dressers are skilled workers and lay the foundation for the quality of the gut string.

Intestines are not the same diameter along the entire length. The upper section is wider in diameter for about 20 yards than the lower section. This is referred to as the first cut, being the first part of the casing and the most valuable to the dresser. First cuts are usually 22mm - 24mm and are valuable for sausage casings. The lower section of the casing is known as the second cut and can measure from eight to fifteen yards. Second cuts are typically 18mm - 20mm. These are the best for strings. Not only are the first and second cuts different in size, but they also differ in structure. The function of the upper section is to constrict around and pulverize food in the digestive tract so the nutrients can be extracted, so the muscle fibers are shorter and oriented more around the circumference of the tube. As the food is moved down the intestine the muscle fibers lengthen because the function is more to push the used material down. These longer fibers assist in making stronger, more stable strings. It is fortunate that the smaller size makes the casing less valuable so the cost of the string material can be kept as low as possible.
Selected casings are grouped together in hanks. Hanks consist of about 100 yards of material. Hanks are stored in salt that has been processed especially for use on casings. The salted hanks are stored in barrels in a semi-dry condition until the string maker is ready for them.
Step Three, Four, and Five - The String Maker
The first task of the string maker is to re-hydrate the hanks of gut and wash the salt out. This is usually done with an alkaline solution of some kind. The 14th century Secretum Philosophorum recommends the use of lye. In the 18th century Delalande notes that the Italians used wine lees as an alkaline agent and the English, French, and Germans used potash. Today the custom is to use soda ash to create a base solution for the gut. The strength and temperature of the solution is critical. It is possible to reduce the gut to a gelatinous mass if the solution gets too strong or too warm.

As I have mentioned before, the gut comes to the string maker as a long tube. Traditionally there have been some string makers who specialized in what is called “whole gut” string making. That is, they made strings from the whole, round tube. To understand the implications of this I would like to consider the configuration of the intestine. It is tubular in shape, but it is not a straight tube. In the body the intestine curves back and forth so that a long length can be packed economically into a small space. One side of the intestine — the outside of the curve — is longer than the inside. So, when you stretch out a whole gut, the inside will become tight with the longer outside section dangling from it. This means that there are many of the muscle fibers that are not distributing the tension of being pulled. To twist a number of these whole guts together is to have a string that does not distribute the tension evenly between the muscle fibers. To solve this problem the Germans, according to Delalande, developed a device called the splitting horn (figure 5). This is also known as a soutil or subtle, taken from the Italian word “sottile” which means narrow or slender.
This tool will divide the gut length into two or more ribbons. The ribbons can then be stretched more straight and spread the tension of the string more evenly through the muscle fiber structure. The splitting horn is a wonderful tool. The traditional sheep gut horn consists of a curved mandrel with a blade that crosses the plane at 90º. The gut tube is drawn over the end of the mandrel, and is split on both sides by the blade. The curve of the mandrel is more or less the same curve as the gut tube so the casing always remains in the same orientation to the blade. The yield is two ribbons of different widths. The widths can be controlled by moving the blade back and forth along the horn as the slot cut for it is long enough for this purpose. The gut is pulled over the horn and across the blade. When the arms are extended fully the ribbons are dropped and the hands moved forward to grab the blade for another pull. This action is repeated until the gut is fully split.
The two ribbons are referred to as “rights,” or “smooth side,” and “lefts,” or “rough side.” Both ribbons have special uses in string making because of their individual qualities. The rights are cut from the outside of the casing where the fibers are a little more pure. When the ribbon is laid flat the edges are smooth and straight. The rights are used for the treble strings up to a diameter of one millimeter or so. However, I do use rights for the cello a-1 string which goes to a diameter of 1.28mm, but this is a special use. Lefts are made up of the inside of the casing. The villi and other blood vessels are located at this point on the gut. When the lefts are laid flat the edges are rough and irregular. Lefts are used for larger strings where strength is not so crucial but a build up of mass is necessary. I use them for the cello d-2 (1.50mm) and larger diameters of strings.
After a batch of gut is split it is ready for cutting and processing. I usually run batches of three hanks at a time. There can be any number of batches in process at any one time, but I find the three hank batch a manageable amount. I have two lengths of twisting rack in the shop. One twists a string length of 84 inches and the other a length of 55 inches. This way I am twisting two or more violin strings or one or more cello strings at a time. Ribbons will be allocated to one rack or the other depending on length. Shorter lengths are discarded. I have decided that anything shorter is not worth the time to fuss with.
The processing is basically a controlled fermentation of the gut. Enzymes in the gut are activated by the alkaline solution and heat. Careful monitoring of the solutions and frequent changing of the water cause the oils and fat to break down in the gut leaving a pure fibrous collagen structure. Solutions are changed four times a day and the gut will be scraped at least once a day. This aids the removal of extraneous matter that may be stubbornly adhering to the gut. I use a black plastic board as a base to scrape on. The wet gut becomes translucent over the black background and it becomes easy to see flaws and imperfections in the material. This process goes on for four days. If done correctly the gut comes out as long, beautiful white ribbons. If the solution is too warm or too strong the gut will break down and become useless.
The next step is to whiten the gut in some way. If the gut is brought straight from the processing solutions to the twisting bench the strings will come out some shade of yellow-brown. The particular shade will depend on the quality of the material, handling, minerals in the water, etc. The tradition has developed to whiten and clarify the gut. There are two primary ways this is done. One is with sulfur fumes and the other is with a bleaching solution.
In the fuming process the strings are first twisted on racks and the racks of strings are gathered in a small room that can be tightly sealed. The strings are still slightly damp and freshly twisted. When the room capacity is reached, a quantity of sulfur powder will be placed in the room and set on fire. The room will then be tightly sealed to prevent the infiltration of air. In the sealed room the sulfur will consume the oxygen and create new sulfur dioxide compounds in the air that will act on the gut strings. The effect is to whiten the gut. When the strings are taken out of the sulfur room they are sometimes re-twisted and fumed again, depending on the techniques of the maker.
The other method of whitening is to put the gut in a bleaching solution. The usual agent is hydrogen peroxide. The peroxide is mixed into a water solution and the gut is immersed for a period of three or four hours. Care is taken to keep the gut down in the water as hydrogen bubbles form on the gut and cause it to float. I use two bleaching cycles since I prefer a gentle soaking over a longer period of time. The gut is allowed to rest overnight before it is twisted.
The twisting bench consists of a long table with a head stock of spindles at one end and a bank of hooks at the other called the “lazy end.” Exact configurations will vary greatly with each manufacturer but the principle remains the same. Gut ribbons are bundled together and twisted between a spindle at one end and a hook at the other.
The ultimate diameter of the dry string depends on the width of the gut ribbon and the number of ribbons that are twisted together. More ribbons creates more mass and therefore a thicker string. A chart of average string bundles is given in table 2.
| String | Ribbons | Side |
| Violin e-1 | 3 | Right |
| Violin a-2 | 8 | Right |
| Violin D-3 | 15 | Right |
| Viola a-1 | 8 | Right |
| Viola d-2 | 15 | Right |
| Cello a-1 | 24 | Right |
| Cello d-2 | 15 | Left |
| Bass g-1 | 21 | Left |
| Bass d-2 | 38 | Left |
| Bass A-3 | 64 | Left |
Table 2
The ribbons are counted out and tied to a string loop that is hooked onto the spindle. The string bundle is then combed through with the fingers to straighten the ribbons and distribute the tension evenly between them. Then the bundle is tied to another string loop at the other end on the lazy hook. The ribbons are not pulled tight, but rather sag in the middle. This is referred to as the “swing.” Thicker strings require more swing than thinner strings to develop the necessary angle of twist. Ratios of swing-to-string length-to-diameter-to-twist angle are proprietary to each shop and greatly influence the quality of the finished string. Generally speaking, twisted fibers reach maximum strength at a twist angle of about 17º. The strength of the twisted structure will decrease somewhat as the angle increases, but the flexibility of the string will increase. This is the essence of the art of string making. The playing characteristics of the string depend on the kind of gut and how it was processed and twisted.
Once the gut has been twisted it must be dried and seasoned. The drying process must be very slow for the collagen in the gut fibers to bond together properly. Twisting should be done in a very damp environment. As the string is twisted, water is wrung out of the fibers. The balance of the moisture is absorbed in the air around the string. When the string losses this moisture it also losses diameter and begins to shrink down upon the center of the twisted structure. As the string shrinks in diameter it gains in length and the string becomes slack between the two hooks. It is therefore necessary to add more twist to the string to tighten it again. Usually the string is wetted and tightened in this manner numerous times a day over two or three days before it settles down and becomes stable. The string is then allowed to dry and season for two to four weeks before it can be polished.
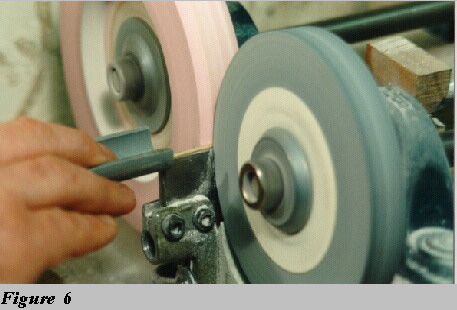
String polishing has had various meanings through the history of string making. Traditionally this was done just after the string was dry and before it was taken off of the string rack. The usual method was to rub the strings with horse hair pads that were treated with oil and pumice powder. These pads were rubbed back and forth along the strings to remove imperfections and smooth the string up a bit. This method did nothing to true the string or make the diameter regular. Consequently history rings with complaints about strings being false and irregular. Motzart and Sphor both comment that strings are smaller at one end than at the other and there are elaborate methods of dealing with this problem. This problem originates with the way strings are twisted. Since the gut is twisted from one end, the twist must build up at that end before it is transferred to the other end. This causes one end to twist more tightly at one end than the other, causing that end to be slightly thinner due to the extra twist. This problem persisted until someone, probably the Pirazzi family in the mid 1800s, came up with a way to make the string a regular diameter throughout the length. At this point the concept of polishing becomes one of rectifying the cylinder of the string to make it round and uniform. This was first performed, I believe, with a mechanism known as a flat bed polisher. This polisher consists of a long table with hooked spindles at each end. The spindles are connected from end to end so that they turn at the same rate. Strings can be mounted on the hooks and rotated as on a lathe. With the strings spinning two boards lined with sandpaper were moved back and forth along the bed. By regulating the space between the boards the strings would be sanded to a regular cylinder. While this machine was an improvement it did not work perfectly and a lot of strings were still false. The concept of the centerless grinder was introduced to the string making world sometime in the mid 20th century and revolutionized the trade. With the introduction of this machine the string maker could almost guarantee that each string would be perfect in fifths. The mechanism consists of two abrasive wheels turning in opposite directions with a space between them (figure 6). One wheel is set at an angle and acts as a drive wheel that pulls the string through at a regular rate. The other wheel is an abrasive stone that removes material from the string. By regulating the space between the wheels the diameter of the string can be controlled to perfection. The freshly twisted, unpolished string is usually reduced by 20% to form a regular cylinder. Removing too much of the string diameter will result in a compromise of the twisted struct.
Strings are twisted in many different sizes so that a string can be polished to a specific diameter without exceeding a reasonable tolerance. Some string makers use a liquid lubricant on the string as it goes through the polisher which serves to flush away string dust and provides a finish. This fluid has a low flash point and can be a bit of a fire hazard, so I prefer to polish the strings dry and finish them by rubbing with the traditional oil, pumice, and cloth.
I know that the use of gut strings will be greatly specialized in the future. Many modern materials have been developed that do more or less the same job with fewer problems. However, I feel that it is important that violin makers, repairers, and players have some understanding of the art of gut string making. Synthetic strings will always be compared to gut. This will serve as our benchmark because there is no sound more beautiful than the tone of a good gut string.
I am grateful to Glenn Bjorkman and Frank Smith for their patience and assistance through the years as I learned about the process of making gut strings.
The Manners and Customs of the Ancient Egyptians, Including Their Private Life, Government, Laws, Arts, Manufactures, Religion, and Early History; Derived From a Comparison of the Paintings, Sculptures, and Monuments Still Existing, With the Accounts of Ancient Authors, Vol. I. - J. G. Wilkinson. John Murray, Albemarle Street/London, 1837
This illustration and partial translation of the text can be found in the catalog Shapes of the Baroque: The Historical Development of Bowed String Instruments - William L. Monical Under the Auspices of The American Federation of Violin and Bow Makers, Inc. New York Public Library & Museum of the Performing Arts, Division of Musical History, National Museum of American History, Smithsonian Institution, Washington, DC, 1989 [Library of Congress Catalog Card Number: 89-83602]
The Origins of Bowing and the Development of Bowed Instruments Up to the Thirteenth Century - Werner Bachmann (translated by Norma Deane). Oxford University Press, pp. 81, 1969
Delalande wrote about the string making process in Italy in the late 18th century. A synopsis of his comments can be found in The Violin: Its History and Construction - Able and Niederheitmann (translated by John Broadhouse). William Reeves, 1864 (1st edition), 1874 (2nd edition)
Delalande partially attributed the high quality of Italian gut strings to the warm climate in which they were made. He specified that the best time was from Easter to October - Able and Niederheitmann, pp. 84
An Encyclopedia of the Violin - Alberto Bachmann, Albert Ernest Wier. Da Capo Press, 1966
When I started trying to make gut strings I had read about this device but I had never seen one. I tried to make a “splitting horn” with one miserable failure after another. One day I was discussing my problem with Glenn Bjorkman of the Victor Companies. He kindly sent me two old splitting horns that his company used for sheep gut. When I saw them I knew at once what I had been doing wrong and have forever been impressed with this simple, elegant, and functional tool.
For a detailed study of the principles of twisting I would recommend The Technology of Cordage, Fibers and Rope - David Himmelfarb. Textile Book Publishers/New York, 1957
Violin-Making, As It Was and Is: Being a Historical, Theoretical, and Practical Treatise on the Science and Art of Violin-Making, For the Use of Violin Makers and Players, Amateur and Professional - Edward Heron-Allen. Ward, Lock, & Co./London, pp. 212, 1884
Louis Spohr’s Celebrated Violin School - Louis Spohr (translated by John Bishop). Robert Cocks & Co./London, 1843. The original Violin School was published in 1831.
This is only speculation on my part. I have not had the opportunity to research the issue thoroughly. The contributions of the Pirazzi family to the history of string making have been considerable.
This machine has been described to me by Glenn Bjorkman of the Victor Companies.

Winding a Violin String
Click on the image for a series of photos showing the process of winding a violin string.